

Tutto il mondo del controllo della qualità
914 espositori da 31 nazioni e un aumento del numero di visitatori professionali a 26809 riflettono il 30° Controllo al Centro Espositivo di Stoccarda in cifre. I visitatori sono arrivati a Stoccarda da 92 paesi. Questo dimostra sia la globalizzazione della produzione sia quanto sia diventata centrale questa fiera per il mercato globale.





DIl Control di quest'anno si è distinto ancora una volta per la presentazione pratica di hardware e software per l'assicurazione della qualità industriale in tutte le aree rilevanti di produzione e distribuzione delle aziende.
La tecnologia di misurazione delle coordinate multisensore continua a guadagnare terreno
Al Control di quest'anno, diversi produttori hanno offerto nuove possibilità per la tecnologia di misurazione delle coordinate multisensore. Hexagon, per esempio, ha presentato la Optiv Dual Z, una macchina di misura a coordinate (CMM) con due assi Z indipendenti. Le CMM con un solo asse Z per processi ottici e tattili hanno spesso lo svantaggio che le caratteristiche situate in profondità nel pezzo non possono essere rilevate perché il sistema di sensori di visione è in mezzo. L'opzione per un giunto rotante/girevole è un altro vantaggio di questa configurazione.
Werth offre anche un concetto a 2 fori con la serie Scopecheck. Per evitare collisioni con il pezzo da lavorare, solo il cannotto di misura si trova nell'area di lavoro. I due cannotti in ceramica possono essere equipaggiati con un'ampia varietà di sensori. Ad esempio, i sensori tattili SP80 e un giunto rotante/girevole possono essere scambiati con il tastatore di misura SP25 sullo stesso cannotto, mentre il secondo cannotto è dotato di tecnologia multisensore ottica e tattile/ottica.
Renishaw ha introdotto l'RVP (Renishaw Vision Probe) per REVO-2 (sistema di misura a 5 assi). In alcune applicazioni, la misurazione senza contatto offre un chiaro vantaggio rispetto ai tradizionali metodi di misurazione tattile. I componenti in lamiera sottile con un gran numero di fori fino a 0,5 mm, così come i pezzi che non sono adatti alla misurazione tattile, possono essere completamente ispezionati con il sistema RVP. La RVP permette anche un aumento significativo della produttività.
Misurazione dello spessore del rivestimento direttamente dopo l'applicazione del rivestimento
Il CoatMaster della Winterthur Instruments AG misura lo spessore dei rivestimenti umidi, appiccicosi, in polvere e solidi in modo senza contatto e non distruttivo subito dopo l'applicazione. La misurazione è indipendente dalla temperatura e dal colore del rivestimento. Il sistema, che funziona secondo il principio del test termico del rivestimento, misura lo spessore del rivestimento da una distanza di 5 a 50 cm con una durata di misurazione fino a 200 µs. Con una deviazione standard ben al di sotto dell'uno per cento, il dispositivo soddisfa i requisiti di un'analisi di capacità dell'attrezzatura di prova. Il sistema funziona senza fonti di radiazioni pericolose, come il laser o i raggi X, e si basa sul metodo di prova del rivestimento termico. In questo processo, il rivestimento da esaminare viene brevemente riscaldato in modo non distruttivo dall'esposizione alla luce, mentre i sensori a infrarossi registrano l'andamento della temperatura della superficie. La temperatura decade con una dinamica caratteristica che dipende dalle proprietà termiche del rivestimento e dallo spessore del rivestimento. In questo modo, i parametri del rivestimento come lo spessore del rivestimento, ma anche la porosità, la resistenza termica del foglio, la conducibilità termica e la diffusività termica possono essere determinati rapidamente e in modo riproducibile.
Software gratuito per l'ispezione e la correlazione di immagini
GOM ha offerto il software GOM Inspect per uso gratuito per diversi anni. Questo software serve come strumento di valutazione, compresa l'ispezione 3D e l'elaborazione di mesh STL. Ora c'è anche la possibilità di importare dati CT nei comuni formati di file nativi. Questi dati voxel (dati di misurazione volumetrica) sono automaticamente convertiti in dati di superficie. Questa conversione riduce significativamente il tempo per la valutazione a causa del ridotto volume di dati.
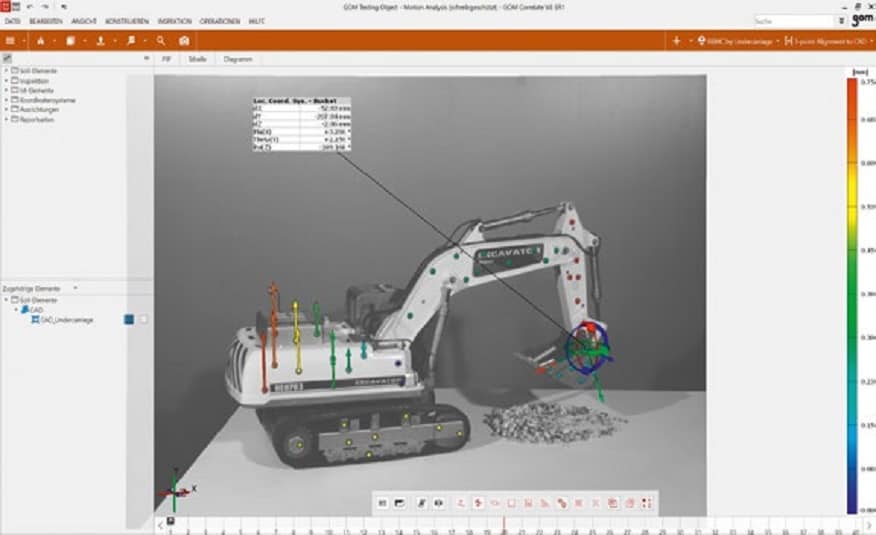
Un altro nuovo prodotto è GOM Correlate, un software di analisi liberamente accessibile che utilizza la correlazione di immagini digitali e l'analisi del movimento 3D per fornire valutazioni dettagliate degli spostamenti, delle deformazioni e degli sforzi dei componenti sotto carico o in movimento. Il software può essere usato per leggere sequenze di film o immagini individuali e valutarle in 2D. I file possono provenire da telecamere ad alta velocità, da microscopi ottici ed elettronici a scansione e anche da telecamere e GoPro disponibili in commercio.
Tester di rugosità mobile
Il rugosimetro mobile Marsurf PS 10 di Mahr permette di controllare rapidamente le superfici. Come interfaccia utente è stato utilizzato un display touch, sul quale l'operatore seleziona le funzioni con il dito. L'operazione è
molto simile a uno smartphone. Il dispositivo, che pesa poco meno di 500 g, è un ingresso dal prezzo attraente nella misurazione standard delle superfici. È inteso per l'uso nell'assicurazione di qualità di parti fresate e tornite, pezzi rettificati o levigati e nell'ispezione delle merci in arrivo.
Misurazioni 3D ad alta velocità
Gli scanner 3D convenzionali sono limitati dall'uso dei classici
i proiettori sono limitati nella loro capacità di fornire tassi di acquisizione molto elevati. Nel caso di deformazioni veloci degli oggetti o quando si studiano processi veloci, di solito è possibile solo eseguire un confronto tra la forma dell'oggetto nello stato iniziale e dopo un cambiamento. Tuttavia, un cosiddetto confronto nominale-attuale di questi due stati non fornisce informazioni sui processi di deformazione sottostanti. Il sistema di misurazione sviluppato all'Istituto Fraunhofer per l'ottica applicata e l'ingegneria di precisione IOF di Jena è in grado di realizzare un'alta velocità di registrazione. Per la prima volta, più di 5500 set di dati 3D indipendenti della superficie dell'oggetto possono essere ricostruiti dal sistema al secondo, ognuno con più di 250.000 punti di misurazione.
Il sistema di misurazione è basato su due telecamere ad alta velocità con un frame rate di oltre 13 kHz con una risoluzione di un megapixel. Le telecamere osservano l'oggetto della misurazione in una cosiddetta disposizione stereo, mentre i modelli necessari per il calcolo vengono proiettati ad una velocità molto elevata. La cosiddetta ruota di proiezione è una maschera di metallo tagliata al laser con una struttura a strisce. A causa di una specifica defocalizzazione e della sfocatura del movimento risultante dalla rotazione della ruota, un cosiddetto modello sinusoidale aperiodico viene proiettato sull'oggetto di misurazione e i dati 3D dell'oggetto di misurazione vengono calcolati dalle immagini della telecamera. Per permettere i brevi tempi di esposizione di soli 2,5 µs, l'intensità della luce dell'unità di proiezione (lampada a scarica di gas ad alta potenza) è fondamentale. Come esempio di una tale misura, lo spiegamento di un airbag può essere visto in figura.
Il sistema è usato per indagini nella protezione personale, specialmente nella ricerca di crash test, nell'analisi del movimento nella ricerca medica o nella scienza dello sport, nell'uso in linee di produzione per l'assicurazione della qualità in linea ad alte velocità di ciclo e per la misurazione di grandi oggetti come ali di aerei, navi o pale del rotore di turbine eoliche.
Misura automatizzata della geometria dei micro ingranaggi
Alicona Imaging GmbH ha presentato a Control 2016 una nuova soluzione di misurazione per la misurazione automatica della geometria dei micro ingranaggi in produzione. In combinazione con un'unità di tornitura di precisione motorizzata, il sistema di misurazione "InfiniteFocusSL" permette la valutazione di vari parametri di un microingranaggio nell'intervallo micrometrico (per esempio, le deviazioni della geometria complessiva, la deviazione areale dal fianco nominale e le geometrie dimensionali come lo spessore del dente e la larghezza del gap), dalla radice del dente alla punta del dente. La soluzione presentata si basa sul metodo della variazione del fuoco, che genera misure ripetibili, ad alta risoluzione e tracciabili anche in un ambiente di produzione.


