

With FMEA to innovation
The new parameter-based system FMEA transformed the previous risk analysis at MAN into an innovative tool for product development. This reduced throughput times and significantly improved the quality of the results as well as communication with the customer.





In many companies, FMEA investigations are still considered a necessary evil and are often only carried out because the customer wants them to be. Furthermore, the conventional method refers to the individual components. Consequently, such an analysis can only be carried out once all parts have been completely designed.
Previous studies systematized
"However, a customer is actually not primarily interested in a power unit, but rather wants to purchase a function first and foremost, e.g. converting torque or compressing air," Matthias Degen from Life Cycle Engineers in Mainz points out, "and then a customer wants to know what malfunctions or damage can occur if this function should fail completely or partially." That's why the consultancy developed the traditional component-oriented FMEA method further years ago for the automotive sector on a function-specific basis and adapted it to each customer's specific needs. Based on this experience, MAN sought their support in 2014 to systematize and automate the previous investigations. In Augsburg, the company builds diesel engines for both maritime applications and stationary power plants for generating energy. It has also developed its own turbochargers for this product range, which has enabled major synergy effects and thus better performance, because the power and consumption values of today's engines cannot be achieved without turbochargers.
Growth increases the importance of FMEA
Due to a change in the market situation, the MAN Diesel & Turbo SE business area had grown very strongly in recent years and with it the batch sizes to be produced. In addition, product requirements were also changing, particularly in the direction of smaller and faster-running engines, e.g. for locomotives and excavators. As a result, the FMEA method (Failure Mode and Effects Analysis) became increasingly important as a preventive measure to avoid faults. As is well known, turbochargers are constantly operating at their mechanical and thermal limits, so that even the smallest faults can cause major power losses.
It is true that risk analyses have already been carried out in Augsburg on a function-related basis. In this process, the individual functions of an aggregate are subdivided hierarchically and finally each risk is defined with the so-called risk priority number (RPN). However, the lead time for an initial FMEA for a new application project used to be about one week. In addition, these investigations were not based on a uniform basis, but were extremely individual. "However, in order to identify risks as early as possible during the design process and to be able to initiate solution measures, our goal was to systematize the implementation and minimize the high effort involved," recalls Thomas Winter, who is responsible for the validation assessment for turbochargers at the company. Together, the project team now set itself the goal of standardizing the previous investigations with the help of a so-called parameter-based system FMEA, i.e. to enable a high degree of comparability through a standardized, automated procedure. For this purpose, the entire requirements of an application as well as all known risks and finally all testing and avoidance measures were to be linked with each other so that a validation plan could be automatically derived as a result.
The parameter list is always complete
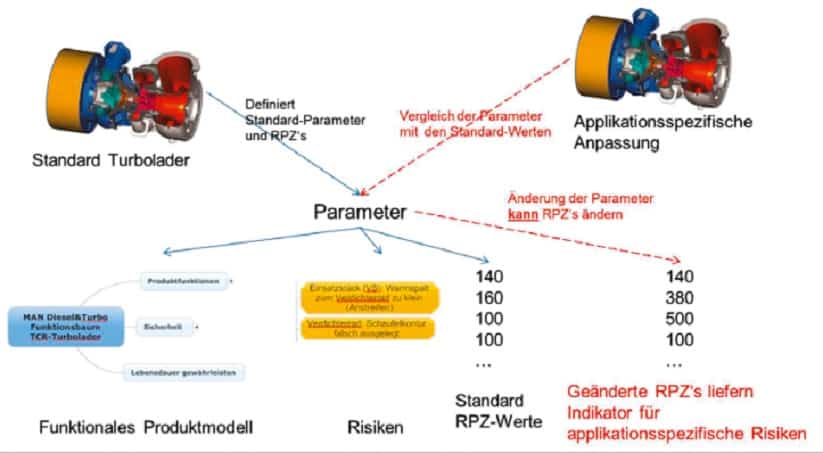
In a first step, therefore, the different operating conditions for the TCR radial turbocharger series were recorded with the aid of a parameter list. This was achieved in each case with a set of approx. 100 values, which now completely describe the functional performance behavior of an application - these include, for example, the load cycles, the angle of inclination or the temperature. Thus, there is an identical list for each application, the values of which correspond to the empirical values or the range of validity of a fault-free application as the initial situation. This has the advantage that, based on the customer requirements documented in the specifications, the changed parameters can be immediately compared with the standard values. In principle, a concrete statement is thus available for each parameter at any time. From these individual parameters, references were also made to the individual functions or components, which, with the help of a weighting, define which primary influence, for example, an increased angle of inclination exerts or which changes the overall risk profile.
The next milestone in automated system FMEA was to first compile all known risks independently of the application. Until now, this knowledge had only been available in the heads and files of employees in a distributed, project- or customer-specific manner, which in the past had occasionally been the cause of errors during the individually conducted investigations. The employees had either dealt with unnecessary questions or, in the worst case, overlooked risks.
This newly created risk maximum list has now been linked to the parameter list. As a result - because it is now application-related - the total number of risks is automatically reduced to those that are really relevant here for a specific application. If, for example, the exhaust gas temperature then increases, the enclosure will of course be more heavily loaded. However, whether this must be regarded as a real risk is now defined by the risk priority number (RPN) already mentioned. If it exceeds the limit value of 120, this is considered to be a characteristic of a critical risk and this is immediately displayed to the employee in his ExcelSheets - also visually. "This allows us to detect any risks that may arise in a new project at a very early stage and to evaluate them at the touch of a button," says Thomas Winter, confirming the great advantage of the new method - and this with a significantly reduced processing effort on the part of the employees.
Validation plan automatically derived
To validate a risk identified in this way, further checks must of course be carried out in a development project. Therefore, similar to the described risk maximum list, a so-called master validation plan was also created. This also initially lists, completely independently of the application, all available testing and avoidance measures, whereby each of these measures was assigned the corresponding intended use, i.e. which errors or which risks can be checked or validated with it.
In extreme cases, a (changed) parameter can thus have an effect on several functions or components. The system enables different views here, e.g. which parameters have the greatest influence on the risks, which are the components most at risk, or which components or functions are referred to, for example, by a load cycle test on the component test bench. Overall, risk profiles of different applications can thus be compared with each other. Finally, the employee automatically receives a complete validation report.
plan, which now lists all the measures required to clarify the relevant risks. If required, the system also provides him with additional insight into possible construction options and which non-relevant risks have been automatically hidden. This ensures a complete overview at all times.
From supplier to know-how consultant
The parameter-based SystemFMEA was initially developed for the TCR radial turbocharger series and for the new application area of high-speed engines. This already offers MAN the possibility of being able to check tested applications with possibly modified parameters very quickly in response to a customer inquiry.
In a next step, completely new applications will now also be integrated into the system. As a rule, no experience or only limited transferable experience is available for these, but the existing templates form a uniform basis for such extensions. As a third task area, the system will also be transferred to other product lines and series, such as axial turbochargers. And last but not least, MAN has begun to use these experiences and possibilities directly for innovative product development. There, the system has become an essential component for identifying potential risks in advance and specifically avoiding them through tests and simulations.
The new parameter-based system FMEA has also intensified communication with the customer with the parameter lists that are always described in full, which unfortunately was often not possible in this clarity in the past. This is because they are now challenged to really specify their information, which means that the coordination process is always cleanly documented. "At the same time, this deepened communication has resulted in a shared technical understanding, which means that MAN can increasingly take on the role of advisor and know-how supplier vis-à-vis the customer," reports Heiko Schmidt, head of the turbocharger validation division, "instead of just reacting as a supplier, we can now also give a customer constructive suggestions." In addition, the execution time has been greatly reduced - from almost a week to one day. This leads to a great acceptance among the employees, not least to work out the necessary basic effort for new projects. In addition, their work also takes on a whole new quality thanks to the improved internal communication. Given the large number of current projects, this is extremely important.


