

Technology transfer in photovoltaics
When setting up new sites, process and quality knowledge must be transferred quickly - just as it is when implementing optimizations. This requires a transfer process that works from the laboratory to the first factory, from the second to the third factory, etc., with the goal of not only "Time-To-Volume" but also "Time-ToQuality".





Nfter many years of research work on thin-film photovoltaics on a laboratory scale, series production of AVANCIS modules began in 2009 in Factory 1. A short time later, the Saint-Gobain subsidiary AVANCIS GmbH began production in Factory 2 at the same location with a factory five times larger. An almost identical factory 3 started production in 2013 as a joint venture between Hyundai Heavy Industries and the Saint-Gobain Group in South Korea. Over just a few years, a factory cluster has thus been created, increasing production volume tenfold from 20 to 200 MW. Further factories are planned.
Uniform standard
There are two reasons for the rapid growth - on the one hand, global demand for photovoltaic modules continues to rise and, on the other hand, larger production volumes make it possible to manufacture more cost-effectively. The necessary growth is achieved, for example, through duplicatable standard factories that are placed in demand markets worldwide. Here, the goal is then to quickly bring the factories up to production volume. However, this alone is not sufficient, because if the quality is not right, the ramp-up is bought by high failure costs. Consequently, "time-to-quality" is another success factor. It is also important to produce modules that have the highest possible efficiency. With the same material input and production costs, the output of the module increases and thus the costs per watt and area improve - a dominant competitive advantage is created. The improvements in efficiency are the result of product and process innovations. For the resulting factory cluster with several factories, the rapid transfer of the improvements is then an important success factor - because all products must meet the same quality standards.
For this purpose, AVANCIS has developed a process that supports the scale-up and reduces the risks at the same time. The transfer process started with the further development from the prototype in the laboratory to the industrial design and was then further developed several times during the expansion or construction of new factories. The global cluster for thin film technology at AVANCIS can be easily illustrated in synchronization and outsourcing levels (Figure 1). The synchronization levels indicate the degree of matching of process and product parameters with varying degrees of outsourcing. The complete transfer chain extends from internal LabTo-Fab via internal Fab-ToFab to external Fab-To-Fab. The latter transfer is considered a medium complex, since a functional industrial design is already copied. This type of fab integration is similar to the fab-lite business model in the semiconductor integrated circuit industry [1]. The picture can also be extended to the Foundry business model with maximum outsourcing.
Clear quality criteria for all
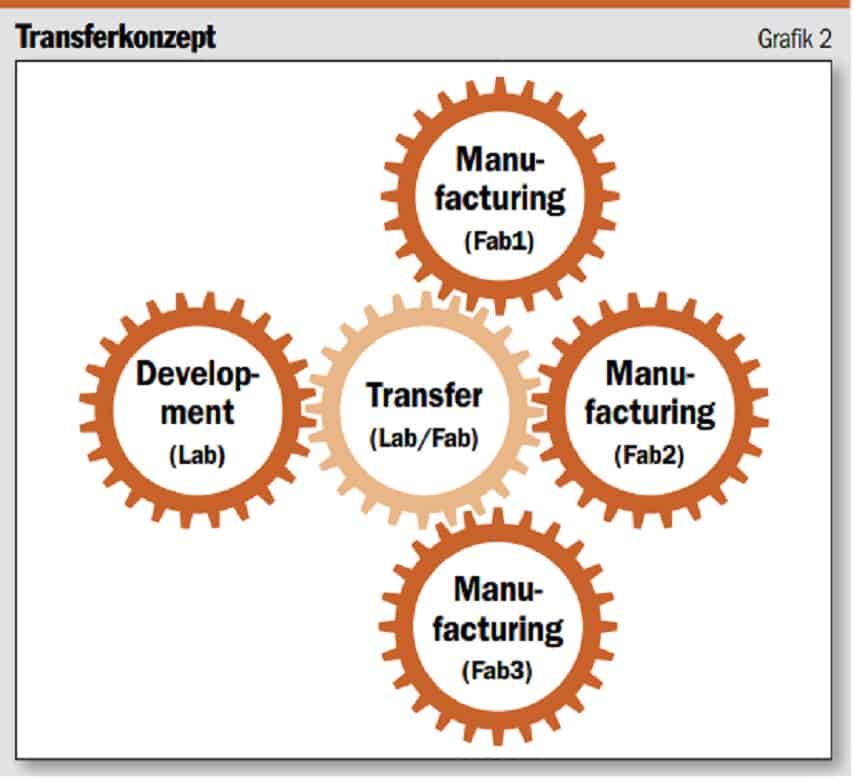
Technology transfer is understood as a concept that synchronizes development and production sites like a manual gearbox (Figure 2). The gearbox can work in both directions: In the "PushPull" approach, the transfer performs the "pull" after the technology fingerprint and the "push" after the technology synchronization. The goal of a successful transfer is identical products at all factories at "best in class" level. The basic prerequisites are a planned development process, a clear and uniform definition of quality criteria, and strict adherence to critical quality characteristics.
The quality criteria at AVANCIS are uniformly defined via fault catalogues. There, it is determined for all locations which defects on the modules lead to scrapping. The same applies to the quality characteristics: The most important process parameters are specified here with target, intervention limits and specification limits. Another prerequisite for a smooth transfer is that the measurement tools for the characteristics at all locations produce comparable results - because process specifications can only be transferred directly if the measurement tools in factory 1, 2 or 3 measure identically.
Customized processes and products
When synchronizing from one location to another, the decisive factor is now how well processes and products fit together. A major transfer risk exists, for example, if a new product is started in a technologically different process at a new location [2]. As a risk filter, AVANCIS uses fit criteria for process and product: The classification "Form" refers to geometry and includes, for example, specifications such as dimensions or visually visible discolorations. "Fit" includes all essential reliability characteristics such as performance losses over the service life and the reliability tests required by the IEC. All other performance characteristics such as low-light behavior or module performance are combined in the "function" fit criterion.
Figure 3 shows the adaptation criteria for the process and product parameters in the Lab-To-Fab and Fab-To-Fab scenarios. Obvious is the increased synchronization on identical product design. In the time sequence of scale-up, the goal is to start new factories in shorter and shorter frequencies. At the same time, the ramp-up is to start at an ever higher efficiency and to become steeper and steeper based on the process knowledge gained beforehand. Figure 4 shows this objective schematically.
Permanent learning
The differences in the initial efficiencies indicate the synchronization level and the efficiency development shows the degree of "Lean Speed" or optimized learning speed. The initial Lab-To-Fab transfer naturally suffers from the scaling up of the prototype to the PowerMax®Strong product design. The first Fab-To-Fab transfer includes the product upgrade to PowerMax®Smart with increased productivity. The second Fab-ToFab transfer is a "Copy Identically" approach with upgraded production equipment. This involves the near complete customization of product and process parameters. Certification and ramp-up follow the "Lean" steps according to modern quality management [3].
The factory cluster should continuously benefit from improvements. Therefore, innovations are tested at different stages in the development process to minimize risk. This is done in parallel development and implementation phases for the factory cluster (Figure 5). Milestones with checklists are located at the phase transitions. The first level describes the development process to the prototypes in the laboratory or in the pilot line.
Here, innovations undergo initial validation, development and implementation. This development cycle precedes any critical process or product change in the factory cluster. The next three levels symbolize the implementation phases with the product design. Here, preparation, qualification, certification, ramp-up, and sustaining are passed through. The shortened phases of certification and ramp-up are noteworthy. This is a consequence of "Lean Production" [4]: the omission of superfluous operations already identified in the first implementation phase [5]. The minimization of risks in the transfer of innovations takes place according to an "evolutionary waterfall".
Continuous optimizations
A high risk, for example a novel material, is already pre-tested at laboratory level or as a prototype and successively introduced into production. In the first stage, extreme tests are characterized in detail in the laboratory and rough specification limits for new processes are defined. In the second stage, the processes are scaled up to production equipment in the factory and the specification limits are refined. Finally, in the third stage, the processes are further optimized for throughput and yield on state-of-the-art equipment in the downstream factory. If, on the other hand, there is a low risk, such as a minor recipe adjustment, this change is introduced directly in production.
The current structure of the factory cluster with the installed transfer process thus allows fast "Time-To-Market", shorter "Time-To-Volume" and above all shorter "Time-To-Quality". Several innovation leaps could be achieved in a short time through this principle - an important success factor for future growth.


