

Avoiding production interruptions with proactive maintenance
Due to the higher complexity caused by the large number of installed components, the number of influencing paths in high-tech equipment increases to 10³. The increased frequency of cycles in both drive technology and data processing increases the probability of a malfunction caused by the coincidence of cyclic interference amplitudes. This can be remedied by comprehensive electromagnetic compatibility of the equipment.





When developing electronic systems, manufacturers are often forced to focus on factors other than electromagnetic compatibility (EMC). For example, components must be economically producible, have high performance and meet the requirements of the application. In addition, EMC is often only tested at a later stage of development or even in the production phase, which can lead to higher costs and delays if rework becomes necessary.
A quality-oriented procedure for design EMC and a test of internal EMC before components and machines are placed on the market are a necessary evil. But they also offer a lot of potential to increase the overall efficiency of a piece of equipment in the long term, especially in the use phase. Software such as ESMA can help here. It enables a software-supported "QM process EMC" that allows manufacturers and users to record and analyze important parameters at various points in the planning and production cycle with the help of an assistance system. In this way, producers of equipment are supported in the design and cost planning phases through risk analysis and the scalable use of constructive measures.
Increasing production efficiency through INTRA EMC type testing
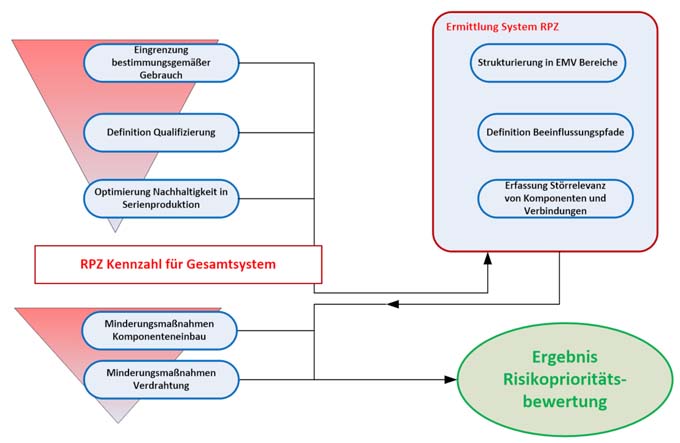
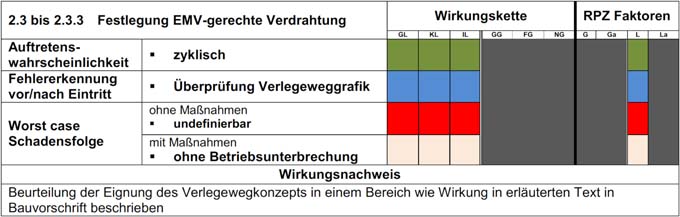
The procedural steps of the construction are interrogated step by step and project-specific measures are to be defined in the process. Based on this preliminary work, risk priority mitigation factors are activated from the database and hierarchically algorithmically evaluated. For each process step, the mitigation factors are stored in a differentiated manner for each of six impact options in the system. The respective impact chain is considered, e.g. device (G) to device, device (G) to line (L) or far field (F) to device. The more than 400 process steps multiplied by six influence paths each and three effect factors each of the probability of occurrence, fault detection and damage consequence according to FMEA result in more than 7,000 factors in the database and this shows the accuracy of the risk priority calculated by multiplying the project-related factors.
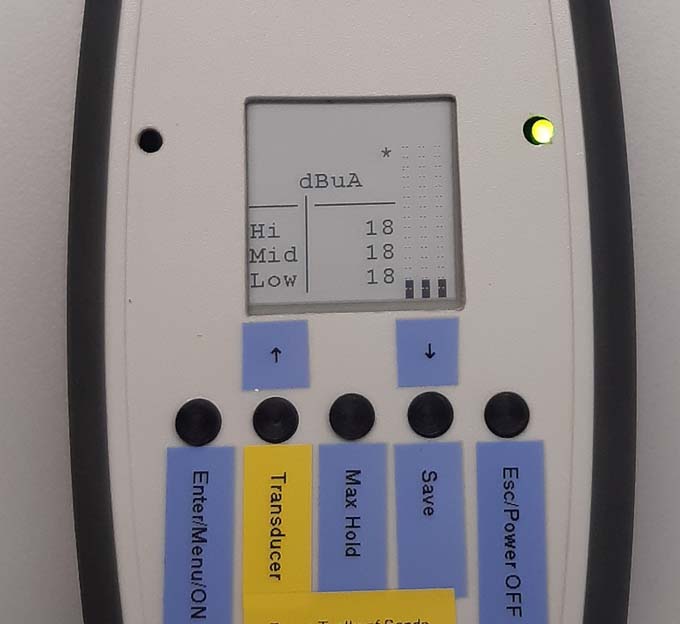
Relevant measured values can also be recorded with the LogAmp measurement method for the validation of electromagnetic parameters in the close-up range within operating equipment. The advantage of the measuring device is that it can be used easily and cost-effectively by maintenance personnel without special EMC expertise. A simple comparison of the "marker values" during type testing, maintenance and repair and with target values from the database in ESMA, based on the EN 61000-4-39 standard, with defined immunity categories, is sufficient. This enables a "good/bad" analysis on site. The amplitude curve and equivalent value recorded by a logarithmic module in the device is output as a so-called "marker value" for the energy content of the amplitude density. The measurement is performed in the three relevant frequency ranges for the near range (10 kHz to 150 kHz, 150 kHz to 1 MHz, 1 MHz to 10 MHz).
Avoidance of production interruption with minimum maintenance effort
Since downtime must be avoided at all costs in numerous production areas, deviations from EM parameters should be detected before a fault occurs. EMC tests at a wide interval by external testers can only do this to a limited extent. Instead, a separate maintenance interval should be established that is based on the predefined failure probabilities of the individual EM-relevant systems and components. In this way, maintenance tasks can be synchronized with planned production breaks, for example. Using the measured values of the "INTRA EMC type test" as a target specification for the utilization phase, it is possible for plant operators to carry out regular, close-meshed condition monitoring with the help of a digitized assistance system and mobile measuring devices. Due to the improved, digitized data basis, proactive maintenance can ultimately be ensured without interrupting production due to unexpected malfunctions.
In the course of this, "INTRA-EMV tests" should be carried out regularly with mobile measuring devices. A change in an EM parameter such as magnetic near field, interference current or interference voltage are already an indicator of degradation or fatigue of mechanical or electrical assemblies, e.g. ESD discharge brushes, shaft bearings, PE connections, cable shielding supports or EMC glands. If the deviations are regularly checked and detected in time, failure can be better predicted and at the same time spare parts procurement can be more efficient.
Minimization of life cycle costs in the use phase up to obsolescence
The fault resilience in the utilization phase until obsolescence depends on the degradation of the EM parameters of the design measures and components used for the operating conditions of the equipment, such as ambient temperature, humidity, corrosiveness and power quality. The occurrence of a fault is prospectively not deterministically predictable. The path to uninterrupted production, on the other hand, is the detection of an EM deviation, which can then lead to a proactive maintenance action with the specification of an acceptable schedule. A digital assistance system consisting of the software ESMA with correlated measurement system LogAmp gives the manufacturer and later the user the possibility to introduce a RCM (Reliability centered maintainance management) in-house and to follow a predictable or predictive maintenance concept in the utilization phase. This enables a risk-analytical evaluation of scalable EM detail design measures and a scalable maintenance effort with maintenance cost objectives. Likewise, the assurance of the long-term usability of the plant by reparability after obsolescence of original spare parts by definition of the EM installation conditions in case of replacement by alternative components succeeds.
ESMA LogAmp procedure for maintenance concept Reliability centered EMC maintainance
Due to the EM setpoints already defined inside the equipment during the design phase, the application of the LogAmp measuring method and the accompanying risk assessment by the ESMA software can maintain availability during the utilization phase and avoid production interruptions due to unexpected malfunctions. One way to achieve this already during and immediately after commissioning is the consistent use of a maintenance concept with condition monitoring with short maintenance intervals. By algorithmically evaluating the results of each maintenance, the interval until the next maintenance is adapted. If the digitally stored preliminary analyses of the components are used and supplemented by a close-meshed network of inspection intervals, downtimes can be reduced and maintenance can be better planned. With the help of such a maintenance concept, which is not based on manufacturer specifications but on fault resilience and probable material fatigue, the maintenance effort becomes scalable, which saves costs in the long term.
Due to today's fast innovation cycles or interrupted supply chains, original replacement components with identical EM parameters are not always procurable - and exact fault resilience after replacement is not predictable. If the EM interface parameters of components and assemblies are already stored in the assistance system during design or commissioning, replacements can be organized in good time during production breaks with acceptable time spans until proactive repair calculated algorithmically from maintenance results.
Author:
Josef Schmitz is a partner of J. Schmitz GmbH, an owner-managed competence center for all aspects of EMC. The service portfolio includes, among other things, an accredited measurement laboratory for CE conformity verification as well as competent EMC consulting for manufacturers with regard to the qualification of their products and the support of new developments. Further information: www.jschmitz.de/system-emv/vollversion-esma/


