

Optical surface metrology for more production quality
Surface properties play an important role in many products, as they can influence not only haptics and aesthetics, but also mechanical, electrical or chemical behavior. Information on flatness or roughness therefore forms an important basis for optimization. With their help, friction can be increased or reduced, wear can be minimized, insensitivity to external influences can be increased, or transmission capacity can be improved, for example.






Surfaces are usually the result of an often multi-stage manufacturing process. Therefore, only a carefully coordinated and quality-monitored manufacturing process can lead to the desired result. Optical measuring methods as a non-contact and non-destructive analysis and testing method (Fig. 1) open up interesting possibilities here, as they can be used for almost all materials and are also suitable for sensitive surfaces.
Proven measurement methods with limits
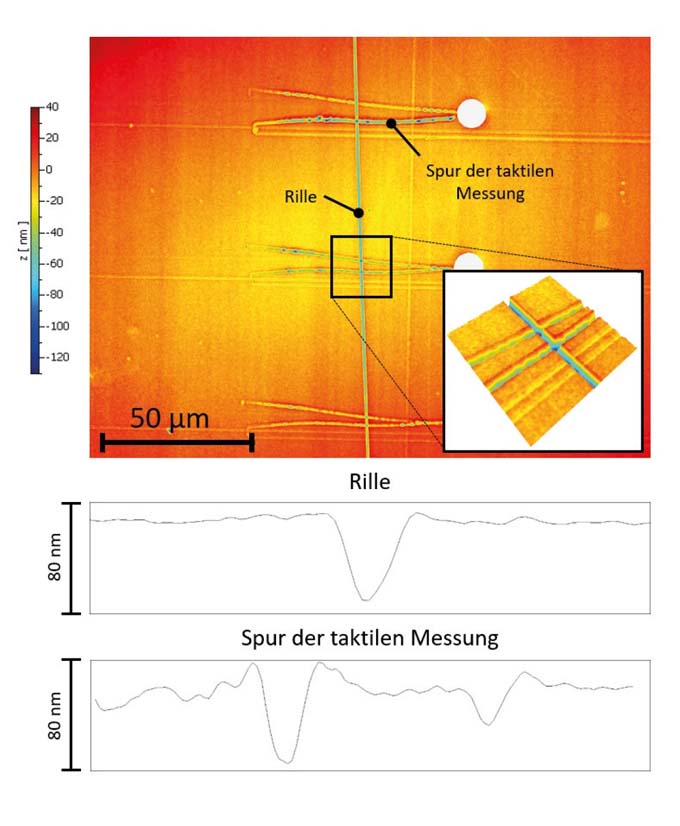
Traditionally, tactile measuring instruments are still mostly used in surface metrology. The so-called stylus method is particularly widespread. Here, a fine diamond stylus tip is guided over the surface and deflected vertically by the surface texture. Information about the surface is thus obtained two-dimensionally along a profile. The method is described in detail in relevant standards such as DIN EN ISO 3274 or DIN 4287, and has certainly proved its worth in practice. However, the extent to which the reduction of the surface to a profile section provides adequate results depends on the requirements, because the result for the roughness parameter is strongly influenced by the selected measuring position. Therefore, the description of the surface condition as a profile section is usually not sufficient for statements about the functionality of the entire surface or for an optimization of the manufacturing process. This is different with three-dimensional optical measurement, since it can detect over the entire surface. In addition, damage to the surface is ruled out with the non-contact method (Fig. 2).
The choice of the cutoff wavelength
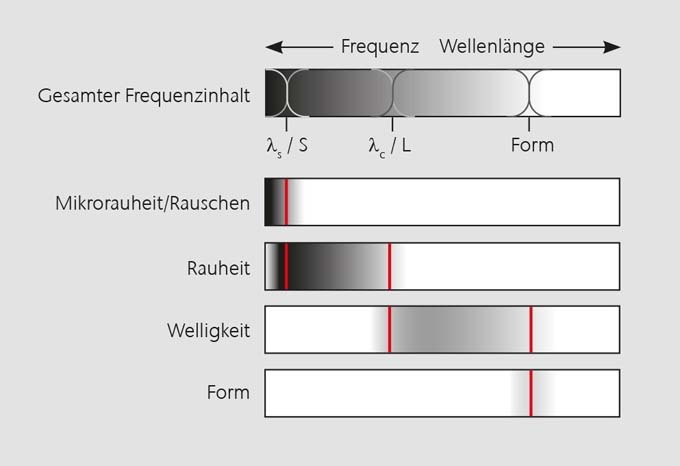
In optical surface measurement, roughness, shape and waviness are not sharply defined features that exist separately next to each other. Instead, a surface can be described as a superposition of numerous wavelengths, with a smooth transition from the particularly long-wavelength shape components through the waviness components to the short-wavelength roughness components (Fig. 3). Frequency filters are responsible for the separation. By applying these low-pass or high-pass filters with Gaussian characteristics, a bandwidth-limited profile or a bandwidth-limited surface is then available for further evaluation. The choice of the respective cutoff wavelengths is of central importance, because depending on the setting, different measured values can result for the desired measurand.
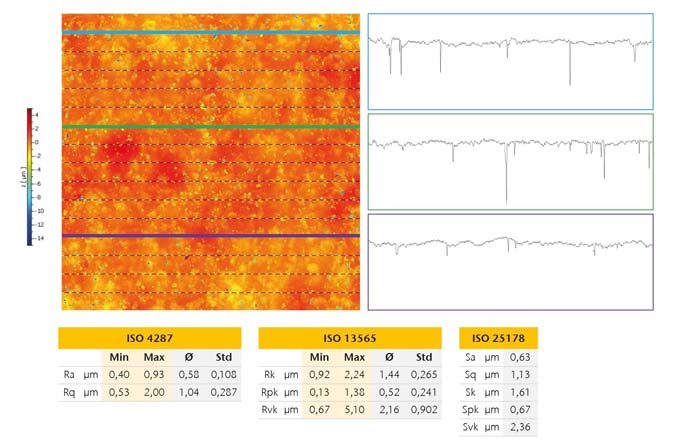
The measuring chains for surface or profile evaluation, which can be applied to optical metrology today, are described in the ISO 25178 or ISO 4287 series of standards. In profile-based measurement, the cutoff wavelength, the single measuring distance and the evaluation length are determined as a function of the surface properties on the basis of a table. For this purpose, the expected texture parameters are first estimated and then test measurements are carried out. There is no comparable table for area-based measurement, but it is advisable to select the same or similar values as a basis for test measurements. The amplitude and height parameters frequently used in practice have largely been extended to areal evaluation in the newer standard. Here, the two-dimensional measurement and evaluation of the topography has the advantage that it does not depend on the choice of the measurement position and thus - especially in the case of inhomogeneous or defective surfaces - provides more reliable results (Fig. 4).
Parameters in surface metrology
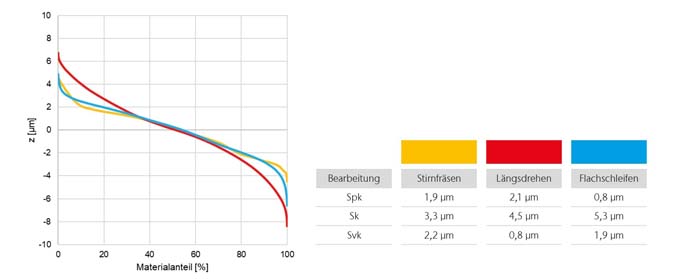
For the large number of parameters from the profile standards ISO 4287 and ISO 13565, an equivalent can be found in the newer surface standard ISO 25178. Beyond this, however, the surface-based evaluation of the topography offers additional possibilities due to the added dimension, which allow a function-oriented evaluation of the surface. Material fraction curves based on area-based data make it possible, for example, to describe the functional behavior of a surface (Fig. 5a, b). Other evaluations based on material volume or topography parameters can be added to provide additional insights.

In summary, it can be said that the profiled 2D surface measurement technique will probably only continue to be useful in the medium term where its informative value is sufficient. The areal characterization of the surface with the aid of optical 3D measurement technology offers considerably more possibilities. Measuring equipment should therefore be supplemented or replaced at the latest when 2D parameters can no longer describe the characteristics or function of a surface with sufficient accuracy or only unreliably. Then, three-dimensional optical metrology not only provides a function- and structure-oriented evaluation, but also an image of the surface that is easier to understand for human perception.
Authors:
Dr.-Ing. Özgür Tan, Jan Zepp, Polytec GmbH, and Ellen-Christine Reiff, M.A., Editorial Office Stutensee (http://www.rbsonline.de)
About Polytec
As a laser technology pioneer, Polytec has been offering optical measurement technology solutions for research and industry since 1967. After the early years as a distributor, the high-tech company based in Waldbronn near Karlsruhe made a name for itself as early as the 1970s as a developer of its own laser-based measuring devices and is today the world market leader in the field of non-contact vibration measurement technology with laser vibrometers. Systems for length and speed measurement, surface characterization, analytics as well as process automation are also part of the wide range of in-house developments. Another core competence of Polytec is the distribution of image processing components and optical systems.
For more information on the topic, see: https://www.polytec.com/de/rauheitsmessung


