

Die ganze Welt der Qualitätskontrolle
914 Aussteller aus 31 Nationen und eine Steigerung der Anzahl Fachbesucher auf 26809 widerspiegeln die 30. Control in der Landesmesse Stuttgart in Zahlen. Die Besucher reisten aus 92 Ländern nach Stuttgart. Dies zeigt sowohl die Globalisierung der Produktion als auch, wie zentral diese Messe für den globalen Markt geworden ist.





Die diesjährige Control stand einmal mehr für die praxisnahe Präsentation von Hardund Software zur industriellen Qualitätssicherung in allen relevanten Produktions- und Distributionsbereichen der Unternehmen.
Multisensor-Koordinatenmesstechnik weiter auf dem Vormarsch
Gleich mehrere Hersteller boten an der diesjährigen Control neue Möglichkeiten für die Multisensor-Koordinatenmesstechnik. So hat Hexagon mit dem Optiv Dual Z ein Koordinatenmessgerät (KMG) mit zwei unabhängigen Z-Achsen vorgestellt. KMGs mit nur einer Z-Achse für optische und taktile Verfahren haben oftmals den Nachteil, dass tief im Werkstück liegende Merkmale nicht erfasst werden können, weil die Vision Sensorik im Weg ist. Auch die Möglichkeit für ein Dreh-Schwenk-Gelenk ist in dieser Konfiguration ein weiterer Vorteil.
Ebenfalls ein 2-Pinolen-Konzept hat die Firma Werth mit der Scopecheck-Reihe im Angebot. Um Kollisionen mit dem Werkstück zu vermeiden, befindet sich jeweils nur die messende Pinole im Arbeitsbereich. Die beiden Keramikpinolen können mit unterschiedlichster Sensorik bestückt werden, beispielsweise kann man die taktilen Sensoren SP80 und ein Dreh-Schwenk-Gelenk mit dem messenden Tastsystem SP25 an derselben Pinole einwechseln, während die zweite Pinole mit optischer und taktil-optischer Multisensorik ausgestattet wird.
Renishaw stellte die RVP (Renishaw Vision Probe) für den REVO-2 (5-Achsen-Messsystem) vor. Bei manchen Anwendungen bietet eine berührungslose Messung einen klaren Vorteil gegenüber den traditionellen taktilen Messverfahren. Bauteile aus dünnem Blech mit einer grossen Anzahl an Bohrungen bis zu 0,5 mm sowie Teile, die sich nicht für eine taktile Messung eignen, können mit dem RVP-System komplett geprüft werden. RVP ermöglicht ausserdem eine signifikante Steigerung des Durchsatzes.
Schichtdickenmessung direkt nach Lackauftrag
Der CoatMaster der Winterthur Instruments AG misst die Schichtdicke von nassen, klebrigen, pulverförmigen und festen Beschichtungen berührungslos und zerstörungsfrei unmittelbar nach dem Auftragen. Dabei ist die Messung unabhängig von der Temperatur und der Farbe der Beschichtung. Das nach dem Prinzip der thermischen Schichtprüfung arbeitende System misst Schichtdicken aus einem Abstand von 5 bis 50 cm bei einer Messdauer von bis zu 200 µs. Mit einer Standardabweichung von deutlich unter einem Prozent wird das Gerät den Anforderungen einer Prüfmittel-Fähigkeitsanalyse gerecht. Das System arbeitet ohne gefährliche Strahlungsquellen, wie beispielsweise Laser- oder Röntgen, und basiert auf dem Verfahren der thermischen Schichtprüfung. Dabei wird die zu untersuchende Beschichtung kurzzeitig durch Belichtung zerstörungsfrei erwärmt, während Infrarotsensoren den Verlauf der Oberflächentemperatur aufzeichnen. Die Temperatur klingt mit einer charakteristischen Dynamik ab, die von den thermischen Eigenschaften der Beschichtung und der Schichtdicke abhängt. So können Beschichtungsparameter wie die Schichtdicke, aber auch die Porosität, der thermische Schichtwiderstand, die thermische Leitfähigkeit und die thermische Diffusivität schnell und reproduzierbar ermittelt werden.
Kostenlose Software für Inspektion und Bildkorrelation
GOM bietet schon seit einigen Jahren die Software GOM Inspect zur freien Nutzung an. Diese Software dient als Auswertewerkzeug, einschliesslich der 3D-Inspektion und STL-Netzbearbeitung. Neu gibt es auch die Möglichkeit CTDaten in den gängigen nativen Dateiformaten zu importieren. Diese Voxel-Daten (volumetrische Messdaten) werden dabei automatisch in Oberflächendaten umgewandelt. Durch diese Umwandlung reduziert sich die Zeit für die Auswertung aufgrund der verringerten Datenmenge signifikant
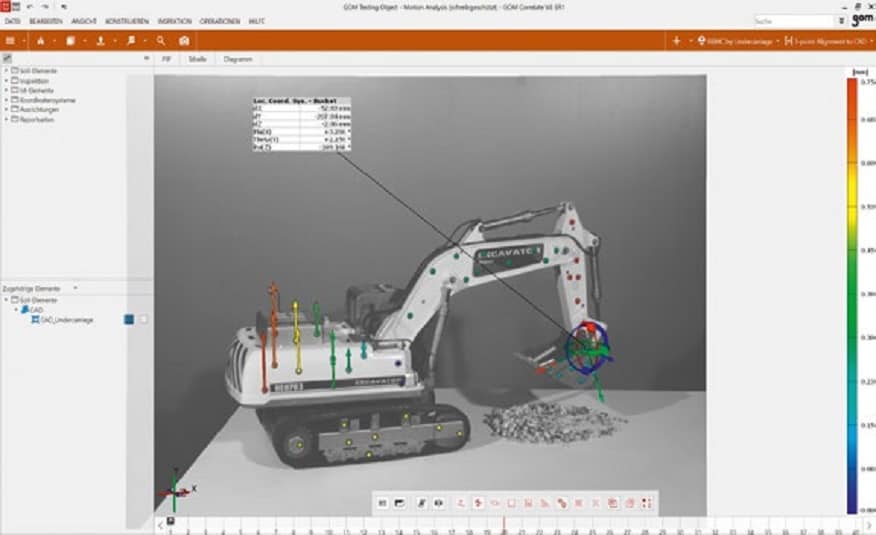
Ebenfalls neu vorgestellt wurde GOM Correlate, eine frei zugängliche Analysesoftware, die mittels digitaler Bildkorrelation sowie 3DBewegungsanalyse detaillierte Auswertungen über Verschiebungen, Dehnungen und Verformungen von Bauteilen unter Belastungen oder in Bewegung liefert. Mit der Software können Filmsequenzen oder einzelne Bilder eingelesen und in 2D ausgewertet werden. Die Dateien können von HighspeedKameras, aus optischen und Rasterelektronen-Mikroskopen und sogar aus handelsüblichen Kameras und GoPros stammen.
Mobiles Rauheitsmessgerät
Mit dem mobilen Rauheitsmessgerät Marsurf PS 10 von Mahr können Oberflächen schnell überprüft werden. Als Benutzerschnittstelle wurde ein TouchDisplay verwendet, auf dem der Bediener per Finger die Funktionen auswählt. Die Bedienung ist
dabei sehr ähnlich wie ein Smartphone. Das knapp 500 g schwere Gerät ist ein preislich attraktiver Einstieg in die Normmessung von Oberflächen. Es ist für den Einsatz in der Qualitätssicherung von Fräs- und Drehteilen, geschliffenen oder gehonten Werkstücken und in der Wareneingangskontrolle vorgesehen.
3D-Messungen in Hochgeschwindigkeit
Konventionelle 3D-Scanner sind durch den Einsatz klassischer
Projektoren nur eingeschränkt in der Lage, sehr hohe Aufnahmeraten zu liefern. Bei schnellen Objektdeformationen oder bei der Untersuchung von schnellen Prozessen ist es meist nur möglich, einen Vergleich zwischen der Objektform im Ausgangszustand und nach einer Änderung durchzuführen. Ein sogenannter SollIst-Vergleich dieser zwei Zustände liefert jedoch keinen Einblick in die zugrundeliegenden Deformationsprozesse. Das am Fraunhofer Institut für angewandte Optik und Feinmechanik IOF in Jena entwickelte Messsystem ist in der Lage, eine hohe Aufnahmerate zu realisieren. Über 5500 voneinander unabhängige 3DDatensätze der Objektoberfläche können erstmals pro Sekunde mit jeweils mehr als 250000 Messpunkten durch das System rekonstruiert werden.
Das Messsystem basiert auf zwei Hochgeschwindigkeitskameras mit einer Bildrate von über 13 kHz bei einer Auflösung von einem Megapixel. Die Kameras beobachten das Messobjekt in einer sogenannten Stereoanordnung, während mit einer sehr hohen Geschwindigkeit die zur Berechnung notwendigen Muster projiziert werden. Beim sogenannten Projektionsrad handelt es sich um eine lasergeschnittene Metallmaske mit einer Streifenstruktur. Durch eine gezielte Defokussierung und die Bewegungsunschärfe, resultierend aus der Drehbewegung des Rades, wird ein sogenanntes aperiodisches Sinusmuster auf das Messobjekt projiziert und aus den Kamerabildern die 3D-Daten des Messobjektes berechnet. Damit die kurzen Belichtungszeiten von nur 2,5 µs möglich sind, ist die Lichtstärke der Projektionseinheit (Hochleistungs-Gasentladungslampe) entscheidend. Als Beispiel einer solchen Messung ist in der Abbildung die Entfaltung eines Airbags zu sehen.
Genutzt wird das System für Untersuchungen im Personenschutz, insbesondere in der Crashtestforschung, der Bewegungsanalyse in der medizinischen Forschung oder Sportwissenschaft, die Verwendung in Produktionslinien zur Inline-Qualitätssicherung bei hohen Taktzahlen und zur Vermessung von Grossobjekten wie Flugzeugtragflächen, Schiffen oder Rotorblättern von Windkraftanlagen.
Automatisierte Geometriemessung von Mikrozahnrädern
Die Alicona Imaging GmbH stellte an der Control 2016 eine neue Messlösung zur automatischen Geometriemessung von Mikrozahnrädern in der Produktion vor. In Kombination mit einer motorisierten Präzisionsdreheinheit ermöglicht das Messsystem «InfiniteFocusSL» die Auswertung verschiedener Parameter eines Mikrozahnrades im Mikrometerbereich (beispielsweise Abweichungen der Gesamtgeometrie, die flächenhafte Abweichung von der Nennflanke sowie Massgeometrien wie Zahndicke und Lückenweite) und zwar vom Zahnfuss bis zum Zahnkopf. Die vorgestellte Lösung basiert auf dem Verfahren der Fokus-Variation, welches auch in einer Fertigungsumgebung wiederholgenaue, hochauflösende und rückführbare Messungen generiert.


